After implementing a lead-free process, we must constantly follow up, monitor, and analyze the data to keep the process under control.
Lead-free soldering has been introduced, so countless problems have also been raised. Still, many questions must be answered, including the definition of lead-free, its implementation costs, and even if all technical issues have been resolved. However, experiments continue to provide good numbers in the reliability of new lead-free alloys.
This article discusses cost and energy effects and shows that processes must be continually tested as technology and process knowledge will improve in the future. A standard improvement model, such as the Deming cycle, can be used to maintain control of lead-free soldering processes, make adjustments and improvements, and achieve cost savings when possible.
Material cost solderAs an example, a solder pot of a certain welding machine contains approximately 760 kg of tin-lead (SnPb) alloy. Filling the tin pot with SnPb will cost about $3,960. The density of SnPb is 8.4 g/mm3. Filling the same tin pot with tin-copper (SnCu) alloy requires 661 kg and its density is 7.31 g/mm3:
Quality = (7.31 ÷ 8.4) x 760 = 661.
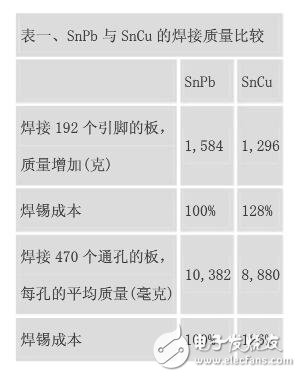
The result is a 28% increase in solder cost or $5,063. Other lead-free alternatives, such as tin-silver (SnAg, 135%) and tin-silver-copper (SnAgCu, 145%), have even greater impact on solder cost.
Considering the solder joints and comparing SnPb to lead-free, we can do the following calculations. If the shape is the same, the quality of the lead-free alloy will be less due to its higher density. For a SnCu soldered via pin connector, the solder quality is: (ÏSnCux ÏSnPb) x massSnPb
Because the solder joints look different, the wetting may be poor, and the solder joints have different angles, we must verify that the calculated mass difference is approximately equal to the actual mass increase of the solder joint.
To confirm, we soldered a board with connectors (a total of 192 pins per board) and weighed the difference in weight before and after soldering (Table 1). The increase in weight is the solder that is soldered.
Flux plays a major role as in all soldering processes. Solderability and soldering defects can be improved and reduced if the correct flux is used. If we implement a "green" soldering process, we use a VOC-free water-based flux that has some advantages over alcohol-based fluxes.
Several tests have now demonstrated that VOC-free fluxes and lead-free solders show better results than no-clean fluxes. Especially for the residue and solderability of the board, they are preferred. One reason is that the number applied to the board is small. The active agents and chemicals in the flux are more chemically active in water than in alcohols. Although VOC-free fluxes are more expensive, the total cost of using these fluxes is about the same or even less, as the total amount used for soldering will be reduced.
If the weldability is improved, the number of rework will be reduced. A reduction in the amount of flux will also result in reduced maintenance. Cleaning the parts of the machine will be easier and can be done with hot water instead of chemicals and instruments.
However, the number of solder balls increases with the use of no VOC flux. Part of this increase is due to the higher temperatures in the process, which softens the solder resist. Compared to the tin-lead process, these solder balls are much easier to remove.
New VOC-free fluxes are now being developed. Flux suppliers are trying to dissolve rosin with water-based fluxes, and the reduction in the number of solder balls is appreciated. These studies will continue as most flux suppliers have not succeeded in finding the right formula.
elementFor many components, changing the final surface coating of the pins will not be a major issue. In the event of a large future demand for lead-free surface coatings, component suppliers are more likely to convert in the future than now. Because the technology is readily available, the price of these components is not expected to increase significantly.
SnAg and SnAgCu solder balls appear to be an acceptable alternative to SnPb for BGA. Alternative pin surface coatings for perimeter packages are under investigation, and reliability and tin whisker issues must be addressed. Higher process temperatures increase the moisture sensitivity performance and package integrity requirements of the components. Plastics that can withstand higher temperatures, such as 280 ° C for 5 seconds, are now being designed and will push prices up. Therefore, there is a need for a reflow soldering furnace with high precision (ΔT is small and good heat transfer) to run a lead-free temperature profile to meet the specifications of less expensive components. If the maximum peak temperature can be limited to 245 ° C, and all the solder is brought above the melting point according to the specifications of the lead-free solder paste, the component cost can be reduced for the user.
Board materialIn addition to the ban on lead, halogenated flame retardants will also be eliminated from the material of the board. Therefore, new sheets using lead-free surface coatings must withstand higher process temperatures with higher glass transition temperatures (Tg). These new sheets, as well as lead-free surface coatings, will affect the price. It is unclear how much these prices will increase, as most board suppliers are still optimizing the choice of plates and their manufacturing processes.
NitrogenReflow soldering furnace. In reflow soldering, the necessity of nitrogen is often discussed. Some processes require nitrogen because it improves wettability and results in better solder joint reliability. In other processes, nitrogen may cause more components to erect, so it is prohibited or controlled at a certain level.
Even if inert gas may help in the reflow soldering process, there is still a question as to whether it is cost effective. In some countries, nitrogen is not that expensive, as in Germany, the cost is about $0.08/m3. In other international countries, such as Switzerland, the price of nitrogen is about $0.81/m3. Relative labor is very cost-effective.
Preferably, a furnace should be able to operate in air and nitrogen. For reasons of cost, inert gases should be avoided. However, for designs such as smaller and more complex, there should be the ability to turn to nitrogen.
There is no such thing as a general statement about nitrogen. Each process has its own unique problems and challenges. After performing lead-free soldering at potentially higher process temperatures, it is important to review the performance and necessity of nitrogen. After a longer production period, decisions about air or an inert gas can be evaluated.
Wave soldering. Like tin-lead solder, lead-free solder oxidizes very quickly when the solder is in a liquid state and at high temperatures. If not in the inertia welder, new oxides form quickly on the peaks after the oxide scale on the surface is removed. The tin slag contains a solder metal unit developed from scale. For lead-free solder, the oxide on the wave may be more visible to the naked eye.
Oxides are easier to see for several reasons. First, the tin content in lead-free solder is higher than in tin-lead. By far the most common oxides on the solder surface are tin oxide, tin oxide (SnO) and SnO2. Second, the temperature is higher than in tin-lead soldering. Higher temperatures cause more oxidation, resulting in more dross.
The amount of dross can be reduced. Some wave soldering machines are equipped with an axial seal that eliminates the formation of dross on the pump shaft. Other tin slag is formed on the peaks. By reducing the drop height of the wave, the amount of dross will be less. The drop height is the distance from the solder that overflows on the crest to the tin surface.
The use of nitrogen will also provide some advantages. Nitrogen is cost effective and the amount of tin slag can be reduced. Since the oxide is only a small fraction of the tin slag, the tin slag should be compressed to partially separate the solder metal from the oxidizing unit.
Fsr Sensor,Force Sensing Weight Sensor,Fsr 400 Sensor,Pen Fsr Flex Sensor
Dongguan Nanhuang Industry Co., Ltd , https://www.soushine-nanhuang.com